Come fare un arma per i cecchini
• Come fare un arma per i cecchini
costruzione di impianti per sé progetto per la produzione di fucili è sorto di recente nel 2008, e il primo articolo è stato pubblicato due anni fa, nel marzo 2011. L'impianto è stato costruito quasi da zero, inizialmente al suo posto fosse piatta in uno stato mostruoso. 15 maggio 2010 ha iniziato il revisione. produzione di punta - fucile da cecchino ORSIS - l'abbreviazione della frase "sistemi d'arma". Ma torneremo alla storia della pianta, e ora andare dentro.

Il mio percorso passa attraverso l'impianto, in cui il trattamento steli. Raccolta, che sarà forato foro ed è fatto di taglio è chiamata "forma". I moduli consegnati alla pianta dagli Stati Uniti.

In tali macchine, il pezzo per fucili. Qui gli spazi vuoti primo trapano foro, la cui larghezza dipende il futuro fucili calibro. Alcune macchine sono state progettate per il modo in l'ufficio progettazione della pianta con l'ausilio di consulenti provenienti da Svizzera e Germania.

In generale, le piante 30 diverse macchine impieghi a controllo numerico (CNC). Sono molto diversi, non ci sono più semplici, per le operazioni semplici, ma ci sono quelli che fanno le cose veramente uniche, per le tecnologie, che ho sentito per la prima volta.

I tronchi sono realizzati speciali braccetti inox.

Si noti la moneta. Lei si trova sul bordo di una parte in movimento della macchina, che taglia il tronco dall'interno. La scorrevolezza e la precisione del funzionamento ad un così elevato che non cadere la moneta.

La stessa macchina. Qui è possibile vedere sia nella forma della canna va dell'asta, fare dei tagli - 4-6 bande a spirale, aiutano a stabilizzare la traiettoria del movimento proiettile. gancio metallico taglio fatto una forma speciale, che è prodotto anche nello stabilimento.

L'utensile comprende un pezzo fisso e lascia un segno sulla fresa una profonda micron. Per facilitare il taglio nel tronco versa olio. Il processo di taglio del tronco dura 3-5 ore. Per uno affettare strumento dovrebbe entrare in 60-80 volte. Dopo di che, il tronco lucido manualmente piombo-stagno lappatura e pulito da olio.


Dopo queste operazioni, il tronco arriva al laboratorio.

Qui esperti sondati foro boroscopio (relativa endoscopio) per difetti - graffi, crepe o conchiglie. Il tronco è controllato più volte dopo la foratura, il taglio e la lucidatura.


Passando, il secondo workshop. Un altro piccolo scoperta - la macchina non è un trapano come ruota di parte! Drill taglia lentamente in acciaio inox.

Che tipo di legno impareremo un po 'più tardi.

billette, che diventeranno presto la parte principale del meccanismo cancello.


CNC pezzi lavorati meccanismo di blocco, che viene poi raffreddato con acqua.


Inoltre, questa parte è di qualità controllata. Con l'aiuto di questo dispositivo (sinistra), definite le caratteristiche di tale parte deve soddisfare.


Il piano generale del secondo workshop.

ulteriormente il nostro percorso passa attraverso il negozio, dove fanno il letto. Ecco quindi segato vuoto puzzle da cui la macchina taglierà prodotto quasi finito.

Al fine di rendere il vostro letto ogni modello. Esso fornisce rigidità strutturale. Per i fucili tattici utilizzare un letto di allumina per gli sport - da uno speciale laminato un'arma. Inoltre, la pianta fa per ordinare una scatola di legno pregiato, come il noce.

La macchina funziona anche sulla gestione del software.


Una billetta di questa parte può costare decine di migliaia di rubli. Se si guarda da vicino a uno di questi bar, si può vedere 4 strati di compensato o come viene chiamato in modo diverso - legno laminato.





Dopo la trasformazione nella fresatrice maestro levigato manualmente viene applicato alla incisione laser proprietarie e olio impregnato diverse volte. Uno capoturno produce 2-3 letto.



Nel pezzo è un incavo per il gambo, dopo di che diventa nuovamente coperto con olio ed ha quindi vernice.

Andiamo avanti.



Ci si vede come preforma lucidato.

Allora siamo in attesa di verniciatura.



E nella stanza accanto mi aspettava piccola apertura.

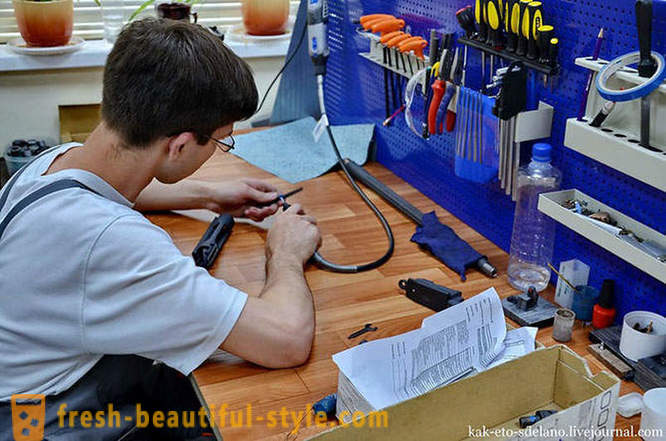
Qui, con l'ausilio di attrezzature di alta precisione (che costa decine di migliaia di euro) di parti tagliate metalliche per il gruppo bullone (martelli, fusibili, trigger), che non avrebbe potuto essere fatto con l'ausilio di altri strumenti.

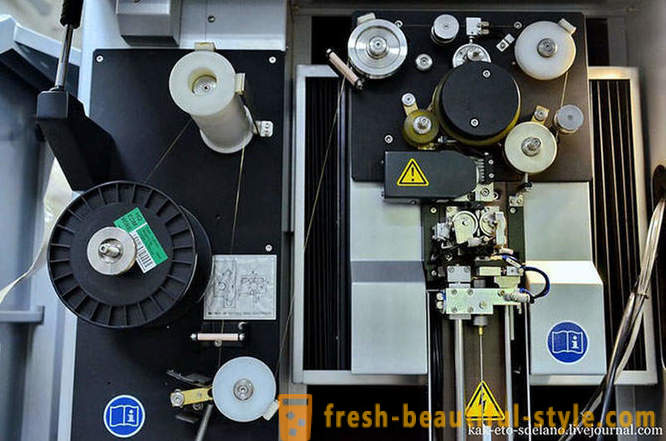
pezzi lavorati con tecniche di erosione elettrici. Qui un filo, esso può essere fatto di molibdeno o ottone.

Tutti si verifica come segue: il filo rocchetto filettato attraverso un piccolo foro nella lamiera o lingotto, è fissata dal basso in modo che possa essere avvolto su un'altra bobina. Tale foglio viene immerso in un bagno d'acqua per cui la corrente viene alimentata al alta tensione e potenza.

Il filato rapidamente avvolto sul secondo rocchetto e quindi taglia le parti della macchina che sono accurate al micron. Questo processo può richiedere 3-4 ore. Tale puzzle aggiornato.

Anche qui, il CNC, si definisce solo il programma e assicura un funzionamento accurato.

Questo è fuori di questo lingotto

Ritagliare inutili, in modo che è possibile inserire un altro pezzo.

E mi sorprese che il filo può essere tagliato ad angolo. Da metà del cilindro è tagliato dettaglio, che da un rotondo lato e l'altro sotto forma di un asterisco.

I dettagli del meccanismo di scatto.

Si può notare che i diversi fogli saldati insieme al numero massimo di pezzi tagliati.


Lasciare questa sezione assemblaggio laboratorio e la testa, è l'ultimo passo prima di un fucile otterrà al poligono di tiro.
Queste scatole fucili pronti.

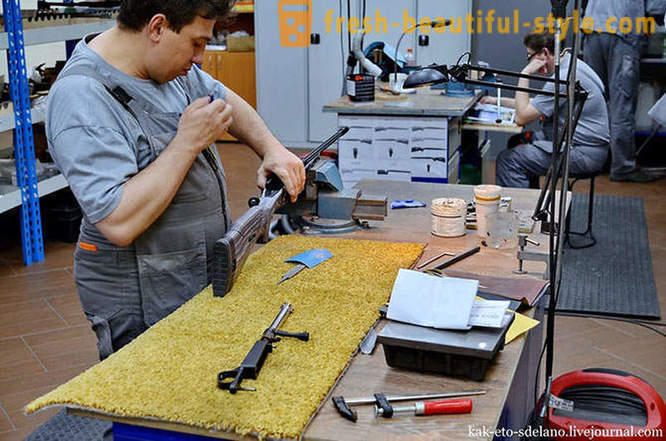
L'esperto raccoglie i dettagli della slitta, le collega alla canna, seguito da un processo beddinga vetro. Sul letto è applicato ad un fucile di mastice speciale in esso mettere le parti metalliche e lasciare per un giorno si asciughi completamente. Poi la carta di nuovo tolto e dato alla pittura, e sul letto resta la loro impronta esatta, che permette l'albero per adattarsi sotto il metallo. Ciò fornisce una maggiore armi di precisione.




Dopo le parti pittura sono unite di nuovo insieme. esperti reparto di controllo qualità ispezionare il prodotto finito, e traggono la conclusione che il fucile è pronto a scattare.

In fabbrica ci sono molto giovani lavoratori.
L'impianto produce fino a 10 fucili al giorno.




L'impianto tranne licenze fucili raccolti pistole Glock austriaca di diversi calibri.





E questo è il frigorifero, ma in esso non troverete verdure, frutta, birra, la cena di ieri e altri snack. Anche lui, viene utilizzato per l'assemblaggio del fucile. Come, vi chiederete?

Il fatto che l'assemblaggio di alcuni dettagli dovrebbe essere più strettamente serrata alla base di alcuni particolari. Se questo è fatto a temperatura ambiente, crash troppo le viti nel prodotto e può rovinare tutto, perché queste parti sono collocati per un certo tempo in frigorifero in modo che sia leggermente più restrittivo (fisica sperano tutti ricordano) e può essere avvitato il più strettamente come dovrebbe, senza il rischio di rovinare il letto.

Lasciando il reparto di montaggio e la testa al poligono di tiro. Si tratta di fucili fase finale di controllo della qualità e la precisione. Tutte le armi passa attraverso avvistamento.


Voooooon bisogno di ottenere in quel piccolo punto. Vedete qualcosa? Io non sono) Tir lunghezza - 100 metri.

I test effettuati maestro d'armi di precisione della classe internazionale sulla ripresa. La stanza è piccola, di circa 2 metri per 2 Indossare la cuffia in modo da non diventare sordi.
frecce

L'high-end più volte ha vinto concorsi nelle riprese a causa di questo fucile.


A proposito di Steven Seagal grande appassionato di armi da caccia e ha ordinato alla fabbrica Orsis fucile esclusiva.
foto dal sito della fabbrica

Se la pianta ha un salone di armi, dove si può guardare dopo di te stesso un fucile, acquistare pezzi di ricambio per esso.







































- Più popolare
-
 La carriera di Kyle Walker di uno dei migliori terzino destro
La carriera di Kyle Walker di uno dei migliori terzino destro
-
 Braccialetti d'oro, "Pandora": recensioni
Braccialetti d'oro, "Pandora": recensioni
-
 Qual è il velo? Capispalla nei paesi musulmani
Qual è il velo? Capispalla nei paesi musulmani
-
 Forme sopracciglia. Come scegliere il giusto sopracciglia forma del viso? sopracciglia
Forme sopracciglia. Come scegliere il giusto sopracciglia forma del viso? sopracciglia
-
 Perché un uomo capelli sulle gambe? Quali sono le funzioni del peli sulle gambe
Perché un uomo capelli sulle gambe? Quali sono le funzioni del peli sulle gambe
-
 Tipi di piercing: Descrizione, classificazione, caratteristiche e recensioni
Tipi di piercing: Descrizione, classificazione, caratteristiche e recensioni
-
 Best of "Avon": profumi per uomo e donna
Best of "Avon": profumi per uomo e donna
-
 Il salto più difficile nella figura della storia di pattinaggio, caratteristiche e curiosità
Il salto più difficile nella figura della storia di pattinaggio, caratteristiche e curiosità
-
 Pavel Nedved: la biografia, la realizzazione
Pavel Nedved: la biografia, la realizzazione
-
 Quali sono le posizioni di basket?
Quali sono le posizioni di basket?
-
 Macchie bianche sulle unghie delle dita: le cause e trattamenti
Macchie bianche sulle unghie delle dita: le cause e trattamenti
-
 Centrocampista "Arsenal" Aaron Ramsey: biografia e vita personale
Centrocampista "Arsenal" Aaron Ramsey: biografia e vita personale
-
 Narciso Rodriguez For Her: descrizione e recensioni
Narciso Rodriguez For Her: descrizione e recensioni
-
 Stili e tipi di gonne
Stili e tipi di gonne
-
 André Rasch: cuoco muscoloso della Casa Bianca
André Rasch: cuoco muscoloso della Casa Bianca